注塑模具
此條目需要精通或熟悉相關主題的編者參與及協助編輯。 (2015年12月14日) |
注塑模具是一種生產塑料製品的工具;也是賦予塑料製品完整結構和精確尺寸的工具。因為主要的生產方法為將高溫熔化之塑料透過高壓及機械帶動注入注塑至模具中,故又稱之塑料注塑模具。


根據要製造的零件類型,模具設計為兩板或三板模具。模具結構取決於零件的形狀,這決定了分型線的選擇、流道和澆口的選擇以及零件頂出系統的選擇。模架尺寸取決於零件尺寸和每個模具規劃的型腔數量。[1]
分類
編輯注塑模具依成型特性區分為熱固性塑料模具、熱塑性塑料模具兩種;依成型工藝區分為傳塑模、吹塑模、鑄塑模、熱成型模、熱壓模(壓塑模)、注塑模等,其中熱壓模以溢料方式又可分為溢式、半溢式、不溢式三種,注塑模以澆注系統又可分為冷流道模、熱流道模兩種;以按裝卸方式可分為移動式、固定式兩種。
模具設計的注意事項
編輯- 耐高溫(作為成型熔融金屬、鑄造陶瓷粘土,或某些類型的塑料)。
- 良好的冷卻模具和成型。
- 抗高壓(大多數塑料注射成型)。
- 可生產性 (加工技術限制,許多專職設計的人員不一定具備現場技術經驗,常會天馬行空設計不具備生產可能的模具與成品圖)
- 模具材料的大規模生產或單獨使用(成本考量)。
- 模具成品穴的數量,產量最大化。
- 塑料零件的牆壁厚度(注塑模具的天然技術限制,過於薄壁的地方容易造成後續問題,因此模具以及成品本身的牆壁厚度都是需要考慮的點)。
- 合模線或分模線的位置。
- 不可有倒角或死角。
- 生產機台的尺寸與參數
- 模具的預計生產及拆卸次數(模具有分等級,有專門做來試驗產品設計的低等級模具,也有用來超大量生產的高級模具,使用的材料等級和設計會有所差別)
- 模具機構的干涉(不正確的機構行程或擺放位置,會造成機構之間的咬傷、摩擦、撞擊,嚴重影響安全和模具壽命)
材質
編輯模具的材質直接影響冷卻效果,其選用原則為:
- 機械加工性良好(加工刀具不易磨損)
- 材料組織均勻沒有缺陷(模具壽命減短或直接報廢)
- 機械性質良好,強度、韌性、耐磨耗性良好
- 表面加工性良好
- 熱處理容易,變形少
- 銲接性良好
- 耐熱性良好,熱膨脹系數低(模具壽命減短)
- 疲勞強度大
- 容易取得
常用模具零件及標準零件
編輯定位環(Locate ring)
編輯注塑機噴嘴,藉由定位環與中心料道對齊,以防止塑料在注射過程中滲漏。

注道襯套(Sprue bush)
編輯這將有2°至4°,從注塑成型機的噴嘴錐形。該材料進入通過澆道套的模具中,通常是由碳鋼材料和表面硬化的。

固定板 (Clamping Plate)
編輯上固定板(Top Clamping Plate)、下固定板(Bottom Clamping Plate) 用以在注塑成形機固定安裝的模具外部結構
側模板
編輯母模板(固定側模板)Cavity Plate、公模板(可動側模板)Core Plate
間隔塊(Spacer Block)
編輯
母模:
將固定板與母模隔開,為了防止熱板熱能被母模吸走。
或是安裝熱澆道系統以實現多點入澆。
公模:
將固定板與公模隔開,中間為各種頂出機構及回位機構。
頂出板
編輯上、下頂出板 通常位於模具可動側,用以固定、做動頂出機構
頂出板導銷(ejector guide pin)
編輯用途為導引頂出板頂出作動用,通常會在頂出板上加裝導套。
頂出銷(ejector pin)
編輯用以頂出的小型支柱狀頂出機構
頂出套筒(ejector sleeve)
編輯頂出套筒由端面全面頂出,外觀不會有頂出痕跡出現。

頂出桿(ejector rod)
編輯回位銷(Return Pin)
編輯為了確保頂出機構在下一次注塑關模前必須回復原位,讓頂出機構回復的方式通常為回位彈簧或回位銷。 回位彈簧:與注塑機台頂出動作同步進行,所以是最好的頂出回位方式。 回位銷:在回位彈簧無法確定動作時,利用母模將回位機構頂回,為了確定頂出機構正常回位的保險裝置。
回位銷彈簧(Coil Spring)
編輯用於將頂出機構回復原位,為最常使用的回位方式。 回位彈簧最常使用零件小至鋼線彈簧大至氮氣彈簧。
承板〈Support Plate〉
編輯導向零件
編輯模具上通常還設計有導向零件,以確保動、定摸合模時準確對中。常見的導向零件是由導銷和導套組成。
導銷(Guide pin)、導銷襯套(Guide Bushings)
編輯

注道抓銷(sprue snatch pin)
編輯流道抓銷(runner snatch pin)
編輯停止銷(stop pin)
編輯斜角銷(angular pin)
編輯用以在開關模具時候帶動滑塊(Slide)運動的機構
拉桿(puller pin)
編輯開閉器(parting lock set)
編輯
分割模塊(或稱為滑塊)
編輯日期章(Date Code insert)
編輯許多產品會設計用以表示生產時間的圖示,在模具上就是刻印日期網格或安裝相應的日期章,使其在成形時直接反應在成品上
加工方法
編輯模具製造使用兩種主要方法:放電加工、機械加工,歷來的方法在其使用傳統形式製造模具。隨着科技的發展,CNC加工成為主要方式,使更多的複雜的模具與模具的細節,比傳統方法在較短的時間更精確製造。常見加工方法如下:
模穴(cavity)
編輯在模具內所留下與成形品一樣形狀之空間,以便容納熔融的塑料,經過保壓與冷卻後成形為產品,此空間亦稱為模腔穴。通常較小之成品,為了經濟與效率考量,會設計為「多穴模具」,例如一個模具具備數個相同或相似膜腔,用以快速生產。
脫模錐度(Draft Angle)
編輯通常標準的脫模錐度,1 度至 2 度(1/30 至 1/60)之內。深度在 50 至 100 毫米者大約在 1.5 度左右,100 毫米者大約在 1 度左右,肋骨則是不得小於0.5 度厚度不得小於 1 毫米,以利模具製作及增加模具的壽命。
遇到有咬花(Texture)需求,建議脫模角度必須比一般情形再大一些,其所賦予的脫模角度,最好可以有 2 度以上,但是脫模角度不要大於 5 度為準。
如遇到不允許具備脫模錐度的成品,則要以倒鈎方式處理,但是價格必然昂貴,應盡量避免。 [2]
格子狀
編輯格子與格子間距至少要大於 3 毫米太小無法脫模。
強度計算
編輯成型作業中,由於模具的變形,自然導致成型品的形狀及尺寸精度有所變化,為防止模具因加壓而變形破損,必須針對模穴的承受框構造及承板的強度,來計算其注塑壓力。 [3]
| h=側壁的厚度(毫米) | b=框型的厚度(毫米) |
| p=模穴內的壓力(kg/cm ) | E=楊氏系數(kg/mm ) |
| a=承受壓力部的高度(毫米) | d=容許翹曲量(毫米) |
| l=模穴一邊的長度(毫米) |

⑴ 方形模穴底部無框形構造
- 兩端有固定梁之計算方式,注意避免轉角處產生應力集中的現象。
- ,
![{\displaystyle h={\sqrt[{3}]{\frac {pal^{4}}{32Ebd}}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/a2306f84657245ac5aacdf610d02efe6198453a0)

⑵ 方形模穴底部為一體的框型構造
- ,
![{\displaystyle h={\sqrt[{3}]{\frac {Cpa^{4}}{Ed}}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/355b8f5b5cc8dd1ba44bcc996f591cda64bb56d4)

C值乃取決於 1/a 的常數
方形模穴的底部成為一體時的常數 C
| 1/a | C |
| p=1.0 | 0.044 |
| a=1.2 | 0.062 |
| l=1.4 | 0.078 |
| l=1.6 | 0.090 |
| l=1.8 | 0.102 |
| l=2.0 | 0.111 |
| l=3.0 | 0.134 |
| l=4.0 | 0.140 |
| l=5.0 | 0.142 |
- 無底部構造的情形,其強度較大,一般模具加工大多採用此法。
⑶ 圓形模穴的框形構造
| R=外半徑(毫米) |
| r=內半徑(模穴半徑)(毫米) |
| m=蒲松氏比(Poisson,s ratio) |
- ,


⑷ 承板
- ,
![{\displaystyle h={\sqrt[{3}]{\frac {5pal^{4}}{32Ebd}}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/8062c46deed73cfec0557f9a3ecc05ebc0d5743a)

| h=承板的厚度(毫米) | E=楊氏系數(kg/mm^2) |
| p=成形的壓力(kg/cm ) | B=板寬(毫米) |
| b=承受壓力部的板寬(毫米) | d=容許翹曲量(毫米) |
| l=承受壓力部的長度(毫米) | L=間隔版的間隔(毫米) |
為求防止毛邊的產生,最好將最大翹曲量控制在0.1 毫米以下。
防止模板厚度增加而加裝支持塊(support block)時,長度越短越好。
樣式
編輯基本樣式
編輯二板模
編輯二板模是最常用的模具類型,具有成本低、結構簡單及成型周期短的優點。 [4]
三板模
編輯三板模的流道系統位於中環板(撥料板)上,開模時撥料板頂出流道及襯套內的廢料,在三板模中流道與成品將分開頂出。 [4]
熱澆道、(熱流道)模
編輯注塑模具可分為「熱澆道模具」及「冷澆道模具」兩大類,熱流道保持聚合物在熔融狀態可以不斷繼續注塑。
其他樣式
編輯雙色注射成型(Bi-injection)
編輯混色注射成型(Interval Injection)
編輯夾層注射成型(Sandwich Injection)
編輯清角、伏陷物、倒扣位、凹陷(抽芯機構)
編輯
在設計任何塑料成型品,所要考慮是如何自模具中完整脫離,成形品側面有凸出或凹入對模具內成形品的頂出方向產生干涉作用,此干涉部份稱之為清角。例如孔、文字等。[5]
當製品的側面帶有孔或凹槽(伏陷物)時,除極少數製品(伏陷物深度淺,塑料較軟)可進行強制脫模外,在模具中都密考慮設置側向分型(瓣合模)或側向抽芯機構(可動式例型芯)。常用的抽芯機構為斜導柱分型抽芯、彈簧分型抽芯、彎銷分型抽芯、齒輪齒條抽芯等;抽芯可藉助於手動、機動、液動或氣動等方式來實現。
型腔
編輯是構成塑料製品幾何形狀的部分。具體說,構成製品外形部分叫凹模(又稱陰模、母模仁),構成製品內部形狀(加孔、槽等)稱型芯或凸模(陽模、公模仁)。總之,構成型腔的元件件統稱為成型零件。型腔的設計首先要根據塑料的性能、製品的幾何形狀、尺寸公差,使用要求等來確定腔型的總體結構。其次是選擇分型面、確定澆口和排氣孔的位置,脫模方式等,然後按製品尺寸進行各種零件的設計及各個零件間的組合方式。另外,還應對成型零件進行正確的選材及強度、剛度的校核,同時還要考慮加工設備的操作要求。
澆道、澆口的設計
編輯適當的模具設計乃為製造成功的塑料製品的先決條件,直接影響成本。[6]
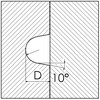
澆道
編輯
澆道(也稱作流道)的功用是導引熔融的塑料,從注塑機的射嘴射入模具型腔中,對於成品有莫大影響。澆道有分主澆道、次澆道。按照是否加熱可分為熱流道和冷流道。
澆道需要設置 1.5 度的斜度,斜度越大塑料越容易脫離澆道,但斜度越大冷卻時間就越長。噴嘴須比澆道小 0.5 毫米,以方便塑料脫離澆道。
指連接噴嘴到分流道之間的一段流道,與澆口處於軸心線上,可以直接開設在模具上,但常常加工成主流道襯套再緊配合於模板上。為便於取出流道贅物,主流道形狀呈圓錐形.錐度為 2 至 6度。,其進口端直徑應比噴嘴孔徑大 0.5 至 1 毫米,便於對中和減小流動阻力;進口端與噴嘴頭接觸處開成球面;為使噴嘴頭能緊密地與主流道配合,主流道進口球面的半徑應咯大於噴嘴頭半徑。
主流道出口端設有冷料阱,為捕集噴嘴端部兩次注射間產生的冷料.防止堵塞分流道及澆口;冷料阱的直徑約為 8 至 10 毫米,深約 6 毫米。為了順利地脫模,其底部常設計有脫模杆,脫模杆的頂部呈曲折鈎形或設下陷溝槽,以便脫模時,能順利地拖出主流道贅物。為減少贅物回頭量,主流道長度應儘量短。
流道
編輯是主流道和澆口之間的過渡部分;為滿足熔體以等速充滿各型腔,分流道在模具上的排列應成對稱和等距離分佈;並要求其形狀使熔體流動時壓力損失最小,能快速充模。故常做成圓形、半圓形、梯形、矩形和橢圓形,但以半圓形和矩形、梯形較易加工。在保證製品質量和正常的工藝條件下,分流道的截面應儘量小,長度儘可能短。
流道斷面形狀
編輯- 圓形:直徑一般為 3 至 8 毫米,流動阻力相當少,模具加工中,上下的對合不容易。
- 梯形:模具加工容易,流動阻力相當大,僅適用於熱硬化性塑料。
- U形:模具加工容易,流動阻力略大。
- 半圓形:模具加工最容易,流動阻力大,僅適合用於試做型模具。
|
|

|

|
|---|---|---|---|
| 圓形 | U形 | 梯形(b =1.2~1.5d) | 半圓形 |
斷面配置
編輯當熔融的材料必須以相同的流動狀態,幾乎同時達到達多數模穴中時,其原則如下:
- 各個模穴距離必須相同。
- 避免急轉彎澆道。
澆口
編輯澆口雖然與成品成形性及內部應力有相對的影響,但實際上還是要依據成品形狀來決定,必須使用哪種形式的的澆口。
- 桿狀澆道:又稱無橫澆道 [7]
- 直接澆口:直接澆口不需橫澆道,豎澆口直接與製品連結,成形後須後加工將成品與gate剪開,直接澆口材料流動狀況佳,可使模穴有足夠的成形壓力,因此較難流動材料,採用直接進澆口則容易成形。
- 環形澆口:又叫盤狀澆口
- 限制型澆口
- 熱流道式澆口:
| 類型 | 名稱 | 功能 |
| 直接澆口 | (sin esquema) | 直接進澆口不需橫澆道、豎澆口直接與製品連結,壓力損失少。 |
| Entrada cónica | Alimentan el polímero permitiendo una ligera relajación de esfuerzos. | |
| 針狀進澆口 | 進澆點於開模時可以自動切斷,與製品分離取出,適於全自動成形,進澆口位置可以自由選擇,多點進澆口也易於安置。 | |
| Entrada lateral | Alimentan desde un lado del molde; comúnmente utilizadas para impresión múltiple. | |
| Entrada anular | Se usan para moldear partes huecas ya que su flujo es previamente modificado a la forma final. | |
| 網狀澆口 | 又稱圓盤進澆口,這種進澆口是與豎澆口的末端相連的圓板狀橫澆道設置薄的膜狀進澆口。 | |
| Entrada de abanico | Sirven para cubrir áreas grandes o largas de manera homogénea y distributivamente correcta. | |
| 搭接型澆口 | Estas compuertas minimizan el efecto de jet y ayudan a lograr un flujo de régimen laminar cuyo número de Reynolds es adecuado para la inyección. | |
| 薄片澆口 | 又稱模狀進澆口、扇形型澆口,進澆口寬度幾乎與製品寬度一致,厚度很薄。 |
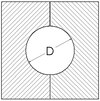
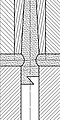
冷料井(Cold Slug Well)
編輯
又稱,冷料穴、滯料部,其目的防止冷卻的塑料料即稱之為冷料渣(cold slag),進入模穴進而影響產品品質,冷料井的位置通常在主流道與次流道交接處,必須設置直徑距離大於流道直徑的冷料井(如圖所示),如此成品品質較為均勻。
頂出機構
編輯頂出機構良好設計不僅不損壞成品,節省相當人力、成本。所須考慮之因素有3種:
- 成品之形狀及厚度,太薄的地方不適合使用頂出銷只適合用氣壓頂出。
- 成品體積與頂出機構相對正比。
- 與分模線之相對位置。
- 頂出的平衡性(頂出機構若不平衡,會使產品頂出產生傾斜、成品受損)
頂出機構共有4種:[8]
- 頂出銷(也稱:頂針):作用在於將成型件自模穴中脫出,由於在脫模時並非完全冷卻狀態,所以頂出銷於力道參數會有所不同,一般頂出銷都做在公模面 而有頂出銷之附近必須要有補強肋 以避免造成頂出壓力將成品頂成彎曲變形
- 頂出套筒(也稱:司筒):
- 剝料板(也稱:推板):可自動剝離料頭的功能,主要是幫助成品和料頭分離利用剝料板頂出,氣壓頂出可以代替。
- 氣壓頂出:要設置壓縮空氣通路和氣閥,加工較簡單,適用於輕的、薄的軟性塑料。杯子、水桶等深、特別薄肉的製品,脫模極為有效。
頂出梢有各種形狀,圓形的梢與梢孔加工容易,和脫料板比較的話,滑動阻力小,而且在成形品的各部的任何位置均可設置。
頂針的形狀共有4種:
- 標準的平頭頂針:
- 刀切型頂針(也稱:扁頂針):
- 閥形頂針(也稱:傘針):
- 或分段層次型頂針(也稱:有托頂針):
脫模裝置
編輯在開模過程中,為了將製品能迅速和順利的自型腔中脫出,常在模具中設置脫模裝置,主要有以機械方式和液壓方式頂出脫模的兩種形式。前者是通過固定在機架上的頂出杆來完成,頂出杆的長度可調;開模時,當移動控板後,頂出杆穿過移動模板上的孔口,觸及模具上的脫模板而頂出製品。後者是籍助於油缸液壓力實現頂出,頂出力和速度可調。二者各有優劣,可根據加工設備、製品尺寸來選用。
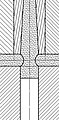
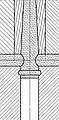
豎澆口固定銷、拉出機構
編輯為了確保成品與料頭能一同留在公模(也稱:後模)上,使用三種常見的拉出機構: [9]
- 倒錐型
- 溝型
- Z型
-
 倒錐度
倒錐度 -
 * 溝型
* 溝型 -
 Z型
Z型



通氣孔、排氣孔、排氣槽(Air Venting)
編輯若有正確的排氣措施,容易填充塑料,可減低塑料溫度及注塑壓力,提高填充速度生產量提高,減少瑕疵品產生,選擇模具排氣點,最好的位置在塑料最後到達的地方和產品容易氣燒的地方開排氣,不過排氣孔過大容易發生毛邊,或是使用真空泵浦,強制排氣。
模穴內若殘留空氣,會造成材料充填不足,其裝置設置原則:[10]
- 在成型材料最後充填的位置加工
- 選擇容易精密加工的地方
- 選擇容易去除毛邊的地方
可以通過做鑲件或鑲排氣鋼等方式在困氣的位置,通過鑲件的間隙或排氣鋼疏鬆的氣孔將型腔內的氣體引出模具進行排氣。
當塑料熔體注入型腔時,在料流的盡頭常積有氣體(空氣、蒸汽或其它氣體等),如不及時排出,會使成型製品上出現氣孔、表面凹痕等,甚至會引起製品局部燒焦、顏色發暗等;因此,模具中應開設誹氣孔,排氣孔一般設在型腔內料流的盡頭,或沒在模具的分型面上;亦可利用頂出杆與頂出孔的配合間隙、脫模板與型芯的配合間隙排氣。通常,排氣孔的深約 0.025 ~ 0.1 毫米,寬約 1.5~6 毫米。
模溫控制
編輯
塑料熔體注射入型腔後,根據不同塑料和製品的要求.往往要求模具具有不同溫度,因為模溫對製品的冷卻速度影響很大,從而對製品中的內應力、結晶與取向作用帶來影響;所以必須控制模溫,以便控制冷卻速度。
熱的傳遞方式有輻射、對流和傳導三種,在模具中塑料帶入模具所產生的熱量藉由傳導被模具吸收熱量佔 95 %,由輻射、對流散發到空氣中約有 5 %,在注塑加工過程中,溫度的變化是最重要的影響因素,更對於成品的品質有極大影響,間接影響生產效率。
模具溫度控制方式,是在冷卻管道中流動的液體冷卻模具,由於水相當廉價,所以水是作為初級冷卻劑來冷卻模具,水可以通過引導模具縮短快速冷卻時間。通常較冷模具更有效,因為這樣可以有更快的生產週期時間。但是,這不一定是正確的,因為部分材料太冷反而有反效果。
模具在不好散熱的部位(如:被塑料零件四周包裹的部分)也可以通過導熱性良好的鈹銅材料將熱量快速傳遞到流經其的冷卻水上帶走,從而達到冷卻的效果。
也有熔融溫度高的塑料需要模具進行加熱注塑,例如使用電阻絲加熱棒鑲嵌在模胚板中加熱模具。
模具冷卻所使用之液體,水及油2類;通常常見的為水、冰水、水加防凍劑3種。[11]
反之當需要提高模具溫度時,則是使用熱水、蒸氣或電熱線,來加熱模具。
| 冷卻媒體 | θ (℃) |
ρ (kg / m²) |
Cp (℃ / kg) |
h (kg / m.h.c) |
( m² / 秒) |
Pr (普蘭特爾數) |
|---|---|---|---|---|---|---|
| 水 | 0 | 999.8 | 1.007 | 0.4773 | 1.789 X 10 | 13.6 |
| 20 | 998.2 | 0.998 | 0.5142 | 1.006 X 10 | 7.03 | |
| 40 | 992.1 | 0.998 | 0.5392 | 0.658 X 10 | 4.35 | |
| 60 | 983 | 0.998 | 0.5599 | 0.478 X 10 | 3.01 | |
| 80 | 972 | 1.002 | 0.5753 | 0.364 X 10 | 2.72 | |
| 100 | 958 | 1.006 | 0.5865 | 0.294 X 10 | 1.75 | |
| 乙二醇 | 0 | 1130 | 0.536 | 0.2614 | 4.8 X 10 | 400 |
| 20 | 1118 | 0.557 | 0.2485 | 19.2 X 10 | 173 | |
| 40 | 1110 | 0.579 | 0.2356 | 8.8 X 10 | 86 | |
| 60 | 1087 | 0.602 | 0.2227 | 4.9 X 10 | 52 | |
| 錠子油 | 40 | 871 | 0.461 | 0.1230 | 7.93 X 10 | 92 |
| 80 | 832 | 0.502 | 0.1213 | 3.4 X 10 | 42.1 | |
| 120 | 807 | 0.57941 | 0.1187 | 1.91 X 10 | 25.3 |


θ:溫度
ρ:冷卻媒體比重
Cp:冷卻媒體比熱
h:樹脂傳熱系數
:冷卻媒體的運動黏性系數(動黏滯系數)
Pr:普蘭特爾數 [12]
接頭連接的位置
編輯
冷卻水接頭連接的位置(包含一切需要在模具外進行連接的孔道)應設置在不會妨礙模具固定在注塑機壓板上的地方。在可能的狀況下,所有的出入口均應設在模具底部,若把冷卻水孔設計在側邊則可能妨礙工作;同樣把冷卻水孔設計在上面如發生溢漏,則有可能冷卻水進入到模具內部塑料成型位置。[13]
流量
編輯流體進入模具溫度與從模具流出來溫度溫差太大時,不利於模具的溫度分佈,流體奪走模具內塑料的熱量而升溫,升溫過高時,代表流體進入模具不足。 [14]
溫差大也說明冷卻水路的設計不理想。也可以通過測水路入口與出口的壓力差得到冷卻水路在模具中的壓力損失,判斷水路設計是否合理。
管道零件
編輯模溫機
編輯模溫機由水箱、加熱或冷卻系統、動力傳輸系統、液位元控制系統、溫度感測器等零件組成。
水垢
編輯配管內的流水所含有的有機物或無機物,容易成為水垢結晶的核心 因為水垢的附着、淤積,造成流速降低容易引起配管堵塞。也會影響模具冷卻效果造成能源浪費、縮短配管壽命等,清洗配管、更換新管,都會使成本增加。
整修
編輯保養
編輯模具經試驗或生產塑料成品後,若暫不使用,則應該完全擦除模具內塑料成品渣滓、灰塵、油污等,塗上防銹油或防銹劑,放到適當場所放置。[15]
保管
編輯
保管場所要選擇有擱架、無塵、通風良好的場所,濕度保持在 70 % 以下否則會有急速生鏽的問題。
要有模具保管紀錄,可供今後修善、新製...等,參考。[16]
塑料模具設計常用軟件
編輯參考文獻
編輯- ^ Injection Molding Machine Manufacturing
- ^ 《塑模設計與加工》,林信隆 編著,機械技術出版社,1987年2月,13頁
- ^ 《工程塑料注射成型》,張欽隆 編譯,機械技術出版社,1992年5月,69頁
- ^ 4.0 4.1 《塑料產品設計》,葉乃台 譯,旋風出版社,1979年8月,41頁
- ^ 《塑料工程學》,謝俊雄編著,文京圖書有限公司,19763月5日,230頁
- ^ 《注射成型用注道及澆口之設計》,吳家駒 編譯,新太出版社,1979年11月
- ^ 《塑料無澆道成形技術》,村上宗雄 編,劉守一 譯,復漢出版社,1979年9月
- ^ 《注射成型模具製作》,白石順一郎 編著 依日光 譯,復漢出版社,1982年12月,148頁
- ^ 《塑料產品設計》,張子成、邢繼綱 編,全華圖書,ISBN 978-957-21-6219-4,2008年2月,2-26頁
- ^ 《工程塑料注射成型》,張欽隆 編譯,機械技術出版社,1992年5月,78頁
- ^ 《塑料注射成型用型模設計基準》,吳家駒 編譯,新太出版社,1979年3月,66頁
- ^ 《注射成型工廠的合理化技術》,塑料世界雜誌社,1995年4月,20頁
- ^ 《塑料注射模具設計基礎》,郭傑克 譯,大孚書局,1986年2月,207頁
- ^ 《注射成型模具製作》,白石順一郎 編著 依日光 譯,復漢出版社,1982年12月,133頁
- ^ 《注射成型模具製作》,白石順一郎 編著 依日光 譯,復漢出版社,1982年12月,248頁
- ^ 《注射成型模具製作》,白石順一郎 編著 依日光 譯,復漢出版社,1982年12月,249頁
- ^ 《塑料模具》,冉新成 編著,印刷工業出版社有限公司,2009年7月1日,ISBN:9787800008498
書目
編輯- 《塑料物性入門》,陳世春 譯,復漢出版社
- 《機械製造》,孟繼洛、傅兆章、許源泉、黃聖芳、李炳寅/著,全華圖書
- 《實用塑料模設計與製造》,郭振杉 張建安 熊秉傑 合著,徐氏基金會
- 馬金駿編﹕《塑料模具設計》(修訂版)﹐輕工業出版社﹐北京﹐1984。
- J.B.戴姆著﹐沈金堂譯﹕《注塑模具與注射成型實用手冊》﹐化學工業出版社﹐北京﹐1987。(Joseph B.Dym﹐Injection Molds and Moldding﹐A Practical Manual﹐Van Nostrand Reinhold Co.﹐New York﹐1979.)
- 《塑料模材料選用及熱處理、表面處理》,邱錫和編著,塑料工業技術發展中心
- 《塑料模具設計學:理論、實務、製圖、設計》,張永彥編著,全華科技圖書,2009年1月7日,ISBN:9789572169339
- 《注射成型模具製作》,白石順一郎 編著 依日光 譯,復漢出版社,1982年12月
- 《注射成型模具設計》,張榮語編著,高立圖書,1992年,
- 《塑料模具結構與製造實務》,張文華編著,全華科技圖書,1996 年,103〜136頁。
- 《實用模具設計理論與實務》,詹福賜編著,全華科技圖書,1993 年,47〜62頁。
- 《塑料注塑成形模具設計》,金屬工業發展中心編印,1990 年,200〜247頁。
- 《塑料成形品的設計》,邱標麟編譯,復文書局,1995年,211〜215頁。
- 《實用塑料模具學》,張永彥編著,全華科技圖書股份有限公司,1992年,124〜153頁。
- 《模具概論I》,施議訓、邱年鴻、邱士哲,全華科技圖書,1998年,3頁。
- 《模具概論II》,顏凱堂、李文華,全華科技圖書,2005年,23頁、76頁。
- 《模具概論III》,彭世寶、施議訓、邱士哲,全華科技圖書,1987年,2頁、278頁。
參見
編輯外部連結
編輯- (繁體中文) 財團法人塑料工業技術發展中心
- (繁體中文)(英文) 台灣區模具工業同業公會 (頁面存檔備份,存於互聯網檔案館)